~地域に根付く多種多様な味わい~水と米、伝統と個性で醸される、信州の日本酒
小さな酒蔵が多数存在し、昔からその土地の食文化に寄り添った日本酒造りが根付く長野県。そんな長野県には山々から湧き出る清らかな天然水、米作りに欠かせない日照時間の長さ、昼夜の寒暖差、厳しい冬の寒さ等、酒造りに重要な自然環境が整っています。
最近では、令和3年度全国新酒鑑評会では長野県の日本酒が金賞獲得数第1位となったり、世界で最も影響力を持つと言われるIWC(インターナショナル・ワイン・チャレンジ) 2021のSAKE部門では、長野県オリジナル酒米「山恵錦」で醸造した日本酒が最高賞を受賞するなど、長野県の日本酒は快進撃を続けています。さらに長野県では令和3年6月30日に清酒(日本酒)及びワインが「酒類の地理的表示(GI)」に指定を受けるなど、今後のブランド価値の向上に期待がかかります。
多方面より注目され、長野県の恵まれた環境の中で醸し出される日本酒。今回は、歴史ある伝統の上に新しい試みを積み重ねた長野県の日本酒の魅力をご紹介します。
長野県で栽培される酒米(酒造好適米)について
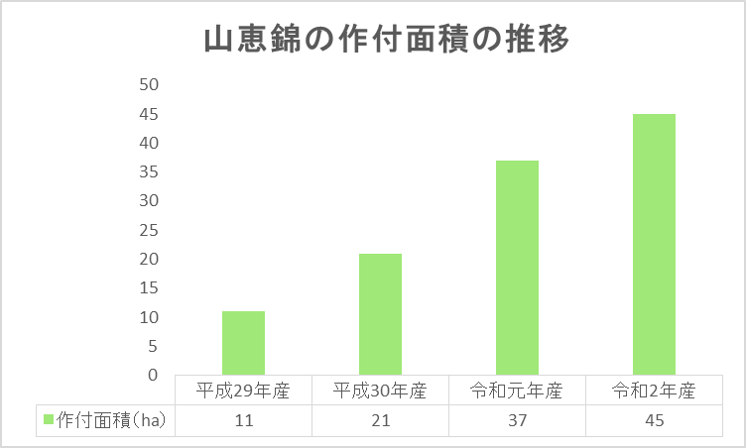
全国で栽培されている酒米(酒造好適米)は「山田錦」や「五百万石」という品種が有名ですが、長野県では寒冷な風土に適した酒米「美山錦」や「ひとごごち」が多く栽培されています。また、平成29年に長野県が開発したオリジナル酒米「山恵錦」が品種登録出願公表され、新品種酒米として注目を浴びているほか、作付け面積も年々増加しています。
長野県農政部農業技術課より
長野県で誕生した酒米(酒造好適米)をご紹介!
美山錦
全国3番目の生産量を誇る酒造りに適した品種。清酒はすっきり透明感のある味わいで、キレ味が特徴。「たかね錦」の突然変異によって誕生しました。
ひとごこち
大粒で粒ぞろいが良く酒造りに適した品種。清酒は濃醇で味に幅があり、飲みごたえのある味わいが特徴。白妙錦(母)と信交444号(父)の掛け合わせにより誕生しました。
金紋錦
農家と酒造会社がこだわりを持って守り続けてきた品種。栽培が難しいことから生産量はあまり多くないが醸造適性が高く、清酒は上品な味わいが特徴。たかね錦(母)と山田錦(父)の掛け合わせにより誕生しました。
山恵錦
「美山錦」と「ひとごこち」の優れた長所を併せ持ち、平成30年に本格デビューした新しい品種。信州の山々からの恵みをイメージして公募により名付けられ、清酒は味のバランスが良く、なめらかさが特徴。信交509号(母)と山形酒86号(父)の掛け合わせにより誕生しました。
また、同じ酒米でも、精米歩合や土地ごと異なる水の性質、酒蔵の技術、伝統、想い、さらには土地の環境により、個性豊かな味や風味が醸し出されることが日本酒の魅力です。
毎月8日は「信州地酒で乾杯の日」!! ~信州地酒のある食卓を通じて、信州の豊かさを感じてみませんか~ 長野県では、杯やグラスを互いに近づける乾杯が「8」を連想されることから、毎月8日を長野県産の「地酒」で乾杯する「信州地酒で乾杯の日」として平成28年12月8日に制定しています。 
長野県の日本酒をチェック!
挑戦を繰り返し、誕生した魔法の水「黒耀水」の特別純米酒 黒耀石の産地の和田峠に湧く超軟水のまろやかな味わい~信州銘醸株式会社(上田市)~

創業10代目 代表取締役社長 滝澤 恭次さん
昭和33年、長野県の東部に位置する上田市(旧丸子町)で江戸・明治から続く4つの蔵が共同瓶詰をはじめ、誕生した信州銘醸。戦後主流となった三倍醸造酒造りからいち早く脱却し、旨い酒造りを目指したこの蔵が、約20年前に着目したのが和田峠に湧く天然水の黒耀水でした。
黒耀水は、和田峠周辺の森から湧き出す天然水。黒耀石の岩盤で濾過された名水(和田峠の黒耀水)でこの地が黒耀石の産地であったことから名付けられました。
ミネラル分が非常に少なく旨味を引き出す効果があるため、素材の味や香りをストレートに引き出す事ができるのも一つの特徴だそう。
酒米を蒸す作業も水が大事な工程のひとつ。主力商品には蔵の横を流れる依田川の清水を使用。 車で約1時間かけて取りに行く黒耀水は、透明度も高くクリアな味。一般の方でも取水できます。

「黒耀水は特殊な超軟水。生け花が長持ちするから、地元では魔法の水〝魔水″なんて呼ばれて昔から愛用されていた。この名水でこの地ならではの酒が造れないかと諸先輩方が考えたんです」と話す滝澤さん。
しかし、初年度の醸造は失敗。発酵にかかる時間が普通と違って非常に長く、目指す酒にならなかったそうです。その理由として、黒耀水に含まれるミネラル分が非常に少ないため、発酵に重要な役割を持つ酵母菌の働きが低下したことが挙げられたそう。「それでもこの水でお酒を造った際に面白いと感じてくれる消費者が必ずいるはずだという強い思いを持った諸先輩方がいたからこそ、黒耀水を用いた酒造りに挑み続けることができた」と滝澤さんは語ります。
その後、吟醸酒の造り方よりヒントを得て数年の試行錯誤を行い、ついに全国的にも珍しい超軟水仕込みの特別純米酒が誕生しました。「諦めなかったのは、絶対旨い酒になるという確信があったから。まろやかでキレがあり、クリア感もある。この水だと、個性や特徴を表現しやすい酒ができるんです」との言葉にも、蔵に息づく厳守相伝と挑戦の信条があふれています。
素材にこだわり、美味しい、いいものをちゃんと醸造し守って行くという願の元、面白さや驚き、そして付加価値を付けた製品のため、これからも信州銘醸の挑戦は続きます。
蔵には仕込みタンクが並びます。 信州銘醸が醸し出す日本酒と黒耀石。黒耀水で仕込んだ純米酒は口当たりがよく、キレ味が良いのだとか。

信州銘醸株式会社のページをチェック!
「米」を感じる伊那谷の風土と人で醸す日本酒 土着の蔵元と契約農家がつくるこだわりの農薬や化学肥料を抑制した酒米~合資会社宮島酒店(伊那市)~

4代目社長 宮島 敏さん
『信濃錦』を醸す宮島酒店は、南アルプスと中央アルプスに挟まれた、伊那谷の小さな酒蔵。昭和42年に日本初となる防腐剤不使用の酒造りに成功した醸造界のパイオニアでもあります。宮島さんが4代目を継ぐと決めたとき、まず向き合ったのが“この蔵らしさ”とは何かでした。「おいしさだけを求めたらどこも同じような味に落ち着いてしまう気がしたんです。じゃあウチは、地元の素材にこだわって、もっと地元で愛される味を目指そうと決意しました」と宮島さんは話します。
平成3年より地元で酒造米の契約栽培に着手し、平成17年には酒造米のすべてが農薬や化学肥料を抑制した契約栽培に。「もともと米屋だったんで、幼い頃から酒造りは米が大事と聞かされていた。それが米にこだわった理由ですかね」と振り返ります。
縁あって出会った伊那市高遠町山室地区や上伊那郡飯島町などの農家と共に、酒造好適米「美山錦」などを栽培し、自らも田んぼの泥にまみれます。特に農薬や化学肥料を使用しない田んぼでは、最も労力を要するのが雑草対策だそう。宮島酒店では、毎年初夏に「草取り援農の会」を開催。参加者を募って草取りを行い、酒造りで重要な米作りの大切さや栽培の苦労を多くの人に伝え続けてきました。
「目指す日本酒は、米本来の旨みを感じる、キレの良い食中酒」と語る杜氏の宮下さん。契約栽培の米は品質が安定しているので、造り手にとってもありがたいのだそう。 米づくりに最適という伊那市高遠町山室地区の田園。

宮島酒店では平成16年に、全国的にも非常に珍しい、あえて米を余り削らずに用いる「低精白」での酒造りを開始。契約栽培を開始した当初、農薬や化学肥料を使用しない酒米の栽培を依頼した農家の方に品評会用の純米大吟醸酒を地元のお米で作りたいと話したところ、汗水たらし手塩にかけて栽培した米を削るとは、そんなもったいないことがよくできるなとお叱りを受けたそうです。その農家の方の強い思いが宮島さんの心を動かし、低精白の純米醸造酒を醸すきっかけとなりました。一般的な純米醸造酒の精米歩合は49%や59%が主流ですが、現在では91%や81%など、「できる限り削らない」米での酒造りを進めることが、その土地で醸す地酒の存在価値にも繋がると宮島さんは意気込みます。
土着の蔵としての長年の取り組みが、SDGs(持続可能な開発目標)に寄り添うものであると考え、その啓発活動にも積極的に取り組んでいる宮島さん。「地元産契約栽培米を用いた低精白の純米醸造酒」が2019年にNAGANOものづくりエクセレンスに認定され、2020年には第3回エコプロアワードで「財務大臣賞」を、脱炭素チャレンジカップ2021では「奨励賞」を受賞するなど、数々の賞を受賞。SDGs関連の各種セミナーで講師を務めるなど、酒造りを通し業界を挙げてSDGsを達成するための解決策を提案してきました。
「ワインのように地域の農産物を発酵させることが、そもそもの醸造酒の原点。日本酒もそこに立ち戻って地元で取れる米を使って純米醸造酒を醸すというのが酒蔵のあるべき姿じゃないのかなぁ。私たち酒蔵が出来るSDGsの取り組みっていうのは、地元に根差すことから始まると思います」と宮島さん。さらに「大自然」に恵まれた長野県の酒として、化学物質をできるだけ使わずに栽培されたお米を過度に削ることなく用い、わざわざ海外から持ち込まれる「醸造アルコール」を使うことなくお酒を醸すことが、環境負荷やフードロスを減らすことに繋がると宮島さんは続けます。
平成18年よりすべての仕込みを純米醸造酒とし、安心を求めた先代の想いを受け継ぎ、いずれすべての酒米を農薬や化学肥料を使用しない原料米にしたいと酒造りに勤しむ宮島酒店。これからもSDGsに寄り添いながら「顔の見える米作り」にこだわり、土着の蔵として「醸造アルコール」を加えることのない「純米醸造酒」を宮島酒店は造り続けます。
温度管理が難しく、一発勝負となる米麹造りは日本酒の良し悪しを決める重要な作業。 宮島酒店が醸し出すこだわりの日本酒。「低精白」で醸造した日本酒は、米の旨みをまるごと凝縮したような風味が魅力。

合資会社宮島酒店のページをチェック!
小布施の老舗店として、酒造りも街づくりも盛り上げます~株式会社 松葉屋本店(小布施町)~

代表取締役(第14代目当主)市川 博之さん
江戸時代に創業し、蔵は200年以上の歴史を持つという老舗酒造、松葉屋本店。先祖代々受け継がれる伝統的な日本酒を造る一方、現在は地元小布施町で、スポーツコミュニティセンターの運営も幅広く行っています。今回は新しいことにも挑戦し続ける、松葉屋本店の14代目当主、市川博之さんにお話を伺いました。
松葉屋本店は江戸期には代々松代藩御用達の地酒を納めていた由緒正しい酒蔵です。主な銘柄は“北信流”と“本吉乃川”。純米大吟醸、純米吟醸、生酒等々、全24種に加え、ブレンドやサイズ違いも含めると130種類ものお酒造りを杜氏1名、蔵人3名の4名で行っています。
酒米は長野県産金紋錦を使用し長野県産にこだわった酒造りをしている松葉屋本店。酒造りに欠かせない水は、店の地下から汲み上げた「中硬水」を使っています。地下から汲み上げた水には様々なミネラル成分が含まれるため、コクのある、ずっしりとした飲み心地のお酒になるそうです。 そして松葉屋本店で特徴的なのが、熟成生酒。一般的に生酒は冷蔵保存が必要と言われていますが、松葉屋本店は、その生酒を常温で長期熟成したものも販売しています。中硬水で仕込んだお酒を常温で熟成させると独特な旨みが乗り、味に幅のある松葉屋本店ならではのお酒になります。「人がしていない事をしてみよう」というチャレンジ精神で始めた酒造りに取り組んでいるそうです。
古い歴史を持つ松葉屋本店の酒蔵は、土蔵造りという伝統的な建築様式で建てられています。農作物が不作だった年に、栄えている酒蔵が土蔵の建築に農民を従事させることで生活を助けていたといいます。当時から酒蔵は、地域の人々と深い絆でつながっていました。市川さんはその深い繋がりを、今も大切にしています。
株式会社松葉屋本店のブランド「北信流」 土蔵造りという伝統的な建築様式の松葉屋本店の酒蔵。

市川さんは現在、スポーツコミュニティセンター「小布施オープンオアシス」の運営も行っています。この施設では、ボルダリングなどのスポーツを通して、地域の人々が自由に交流できる場所を提供しています。現代の日本の課題でもある高齢化社会は、ここ、小布施でも深刻な問題となっています。世代間の格差や断絶が進み、交流の機会が減りました。そこで、それぞれの年代が自然に交流し、よりよい関係性を築く機会を作るために、この施設が誕生しました。今では老若男女、様々な世代が集まるコミュニケーションの場として、地域住民に愛されています。酒造りとスポーツ施設の運営。全く違うジャンルに見えますが、地域還元という昔からの酒蔵の存在意義が、ここに生きています。
日本酒だけでは海外から注目されにくい。日本酒は和食など、日本文化があって初めて注目されます。小布施には、発酵食品やワインなど、日本ブランドを伝える老舗企業がたくさんあります。だからこそ、分野を超えて様々な地元業界と手を組んでいきたいと市川さんは話します。
市川さんが運営している、スポーツコミュニティセンター「小布施オープンオアシス」 「地元を潤わせたいという気持ちはみんな一緒。ジャンルを超えて協力し合い、小布施から日本文化を世界に広げていきたい。」と市川さんはいいます。

株式会社松葉屋本店 D A T A 住 所:長野県上高井群小布施町小布施778 電話番号:026-247-2019 H P:http://matsubaya-honten.co.jp/ (長野県「発酵・長寿」ポータルサイト「元気な発酵人」より転用)
今回は、長野県内の地域に根付く酒蔵が醸し出す、個性豊かな信州の日本酒をご紹介しました。酒蔵の数だけ思いがあり、個性が光る信州の日本酒。ぜひ、本サイトでチェックしてみてください!
長野県の日本酒をチェック!